深圳市先波科技有限公司

深圳市先波科技有限公司
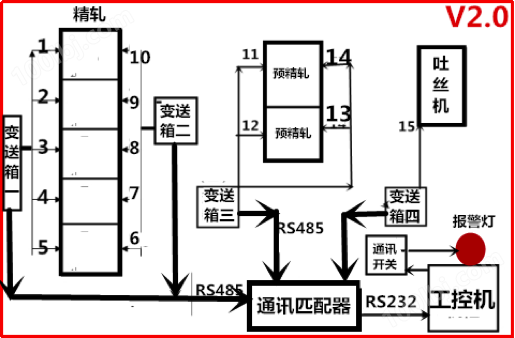
在钢铁生产现场,轧机设备的润滑系统大多存在较严重的进水现象
技术参数
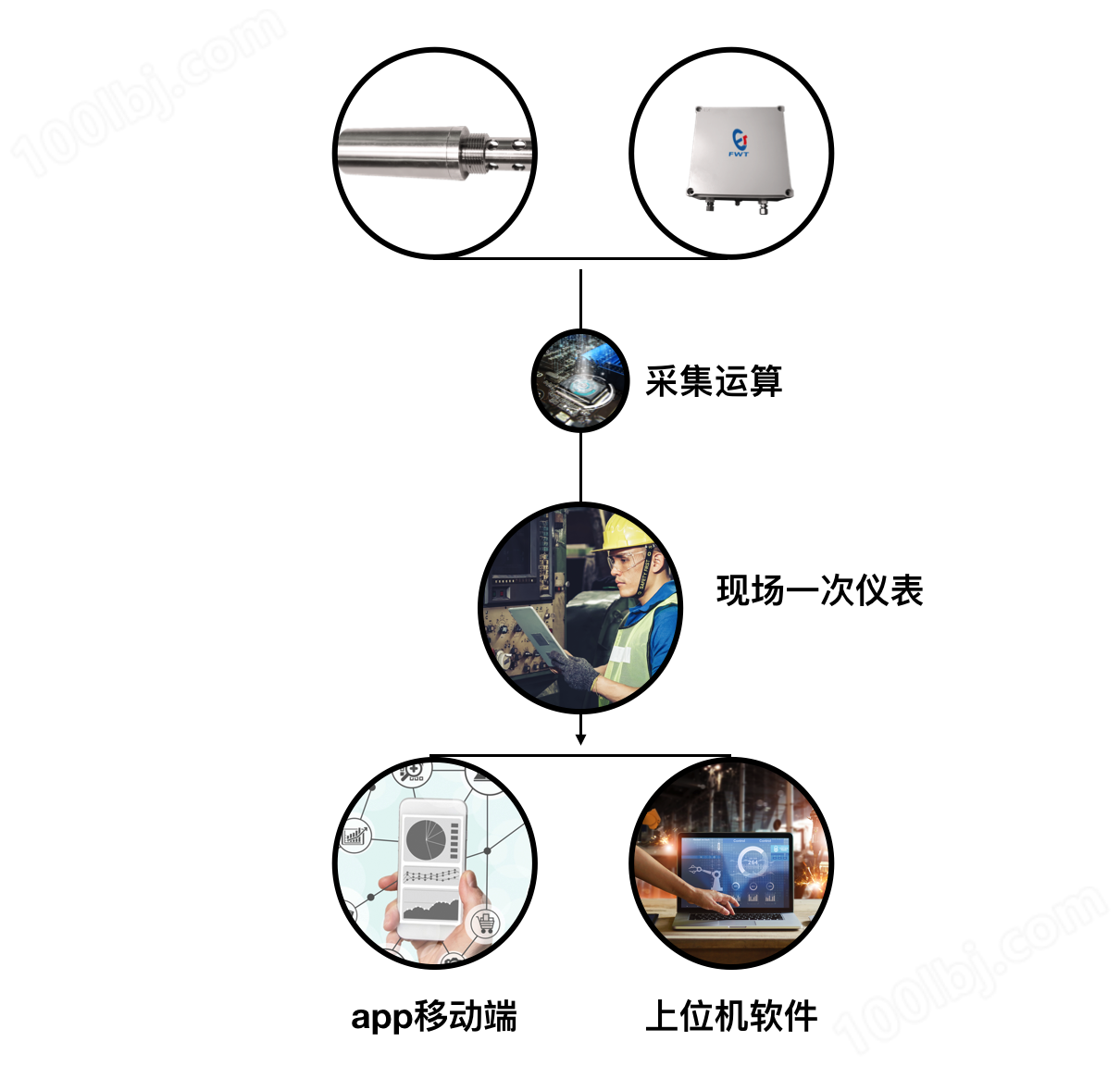
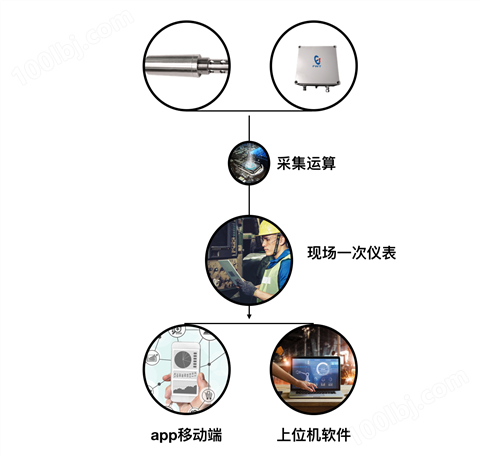
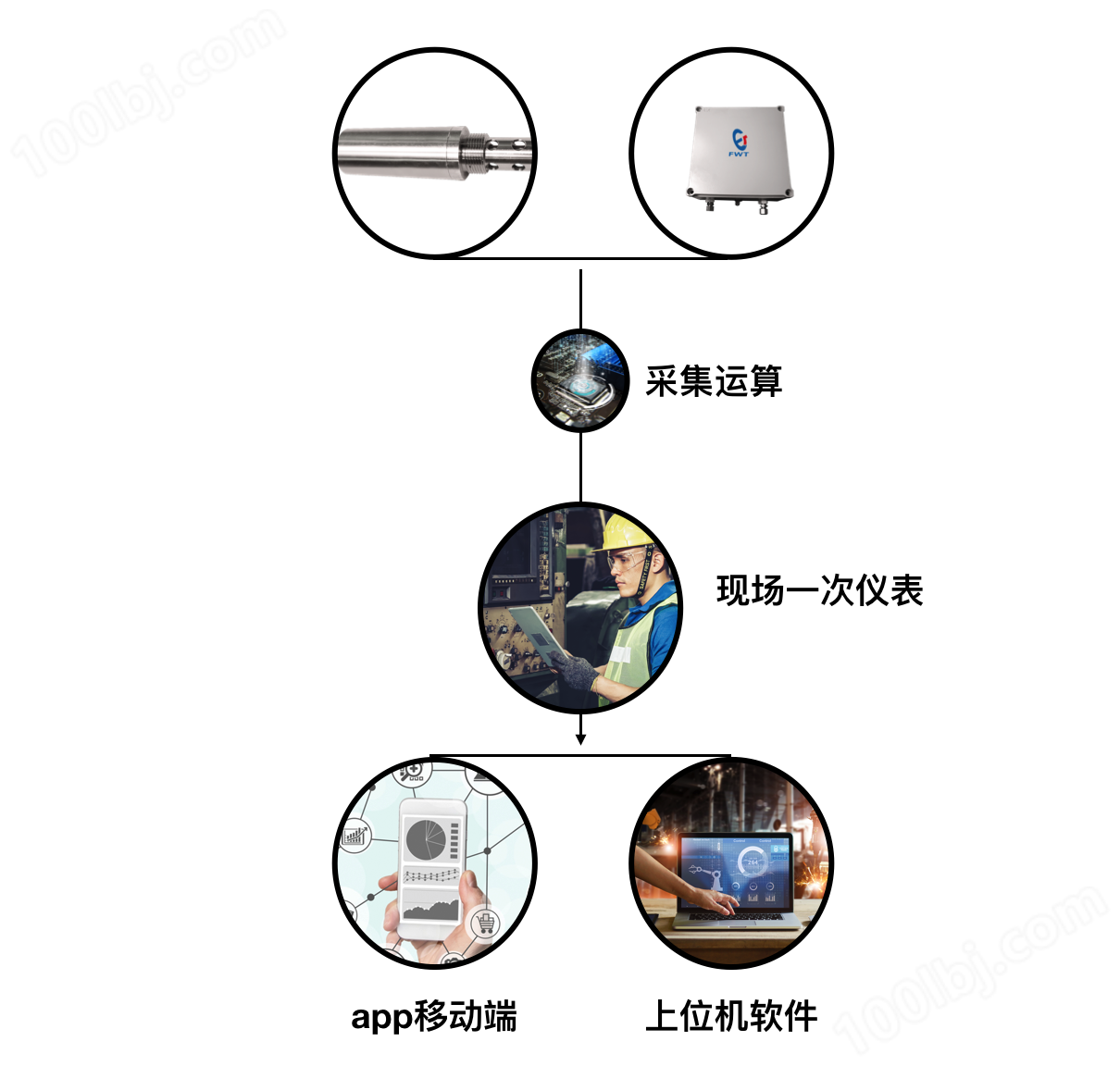
1. 测量方式: 柱塞探头.在线实时测量.:
2. 测量参数 温 度: 温度范围-20℃---80℃
含水率:测量范围: 0.05% - 5%WT
3.分 辨 率 含水率:0.1%;温度: ±0.4℃
4. 输 出: 通讯输出(RS485, MODBUS RTU协议)
5.响应时间: 小于2 秒
6 运行环境: 油压: 1Mp (高压传感器 FWD-2A油压 :5Mp)
油温:…-40℃ ~ 85℃ 周围环境温度: …. -40℃~ 70℃
7:电 源; DC24V/0.5A
您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN






百分零部件网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码